

Bending adalah salah satu proses yang sangat familiar di dalam dunia industri. Biasanya proses ini membutuhkan mesin untuk membengkokkan benda kerja. Benda kerja tersebut bisa berupa besi, plat, atau logam.
Tidak hanya ditekuk, proses ini juga bisa dilakukan dengan cara dipotong. Biasanya proses ini dilakukan dengan mesin untuk efisiensi kerja. Namun, tidak jarang mesin mengalami malfungsi dan akhirnya terjadi kegagalan. Kegagalan bisa terjadi karena faktor-faktor dibalik proses pembengkokan.
Pada kesempatan kali ini, kita akan membahas proses pembengkokan ini mulai dari pengertian, macam-macam, dan jenis mesin yang digunakan.
Bending Artinya

Bending berasal dari kata bahasa Inggris yang berarti pembengkokan. Proses pembengkokan adalah salah satu kegiatan memberi tekanan pada bagian tertentu sehingga terjadi fenomena deformasi plastis. Biasanya kegiatan ini dilakukan oleh industri manufaktur.
Deformasi plastis adalah perubahan bentuk pada sebuah benda yang terjadi secara permanen. Jadi, ketika beban atau gaya yang diberikan pada benda menghilang, maka benda tersebut tidak kembali ke bentuk awalnya.
Macam-macam Proses Bending

Ada banyak sekali varian proses penekukan atau pembengkokan. Proses ini terbilang penting untuk industri. Proses penekukan terbagi menjadi beberapa macam baik. Beberapa proses tersebut di antaranya adalah:
1. Angel
Proses pembengkokan yang satu ini merupakan kegiatan membentuk sheet metal dengan menekuk bagian tertentu pada sheet metal. Sehingga didapatkan hasil tekukan yang diinginkan. Teknik ini bisa membuat lengkungan hingga membentuk sudut 150o derajat.
2. Roll
Seperti namanya, teknik penekukan ini biasanya digunakan untuk membentuk silinder atau bentuk-bentuk yang melengkung. Sheet metal yang dibentuk akan disematkan pada suatu roll yang berputar.
Gulungan atau roll tersebut akan terdorong dan membentuk sheet metal yang berputar secara terus menerus hingga membentuk silinder.
3. Draw Bending
Teknik pembengkokan ini menggunakan pressure die dan bend die. Teknik ini biasanya digunakan untuk proses pembengkokan pipa. Pengerjaannya juga terbilang cepat sehingga pabrik bisa menghasilkan produk dalam jumlah besar.
4. Roll Forming
Teknik pembengkokan yang satu bekerja dengan cara progresif. Sehingga ada banyak sekali roll die dengan ukuran dan bentuk yang beragam, berjajar, dan membengkokkan plat besi tadi secara bertahap.
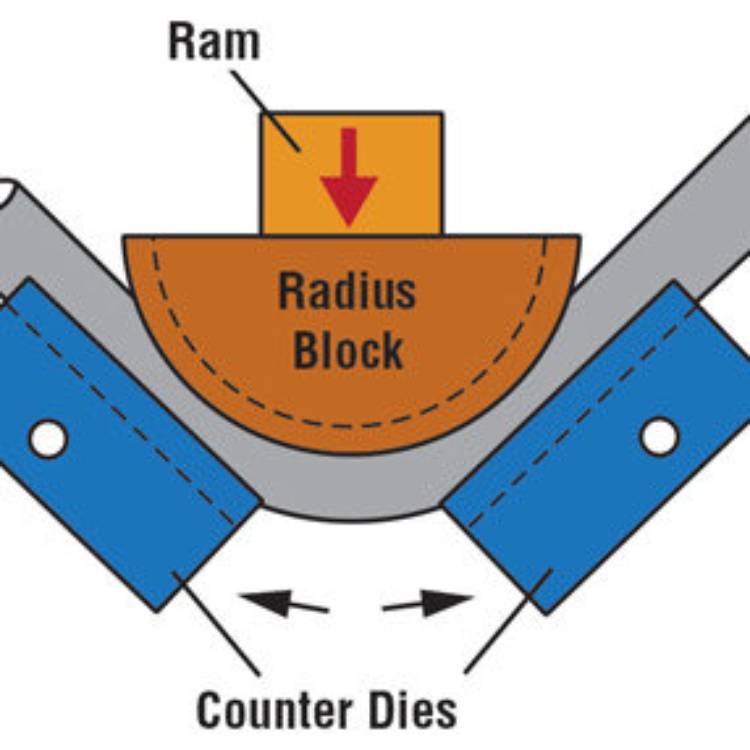
5. Press Brake
Teknik ini dilakukan dengan bantuan mesin penekan serta sebuah cetakan. Sheet metal akan diletakkan ke dalam die lalu ditekan dari atas sehingga hasilnya akan sesuai dengan die yang dipasang.
Umumnya, bentuk die dari alat bending besi plat mirip seperti huruf V. Die atau cetakan jenis ini juga memiliki banyak macam, misalnya V 90 dan V 60.
6. Seaming
Proses pembengkokan ini dilakukan ketika ingin menyambungkan bagian ujung lembaran sheet metal untuk membentuk benda kerja. Sambungan tersebut akan disambungkan dengan roll kecil lainnya.
7. Flanging
Proses pembengkokan ini tidak jauh berbeda dengan seaming. Hanya saja, dalam proses ini Sahabat akan melipat sekaligus membentuk permukaan yang berukuran jauh lebih besar.
8. Straightening
Meskipun termasuk ke dalam proses bending, straightening berlawanan dengan pengertian pembengkokan itu sendiri. Proses ini berguna untuk meluruskan atau meneruskan sheet metal. Jadi, bisa dikatakan teknik ini sangat berbeda dibanding yang lain.
Faktor-Faktor yang Mempengaruhi Kegiatan Pembengkokan/Bending
1. Bend Allowance
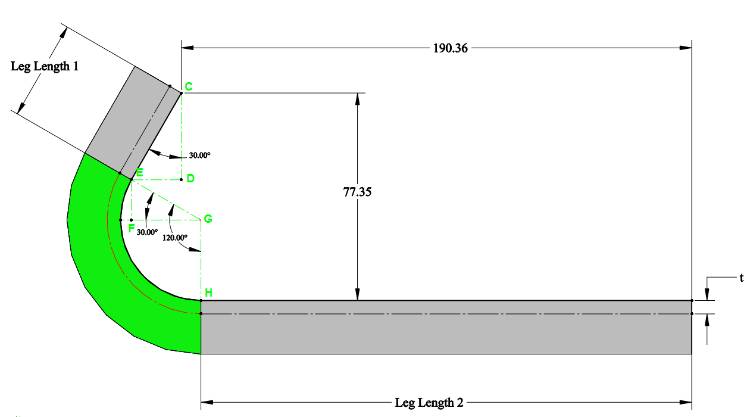
Logam akan cenderung meregang saat ditekuk ketika jari-jari tekukan lebih kecil daripada ketebalan benda kerja. Sehingga perhitungan mengenai peregangan yang terjadi sangat penting untuk dilakukan.
Sehingga hasil pengerjaan di akhir akan cocok dengan dimensi yang ditentukan. Oleh sebab itu, panjang sumbu netral sebelum pembengkokan harus diperkirakan. Bend allowance adalah istilah untuk menyebut panjang sumbu tersebut.
2. Springback
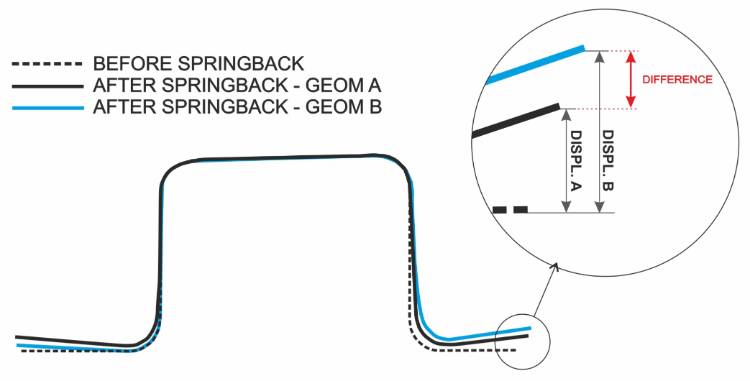
Ketika pembengkokan sudah rampung, ada sebagian energi yang tersisa pada bagian tertekuk. Energi tersebut menimbulkan gaya yang mendorong benda kerja kembali ke bentuk semula. Pemulihan ini disebut sebagai springback.
Kompensasi untuk springback bisa dicapai dengan beberapa metode. Namun, metode yang umum adalah dengan melakukan over bending dan bottoming. Keduanya sama-sama bertujuan untuk mengurangi kesalahan yang terjadi akibat springback.
Baca Juga: Material Konduktor pada Sistem Tenaga Listrik
3. Ukuran Material
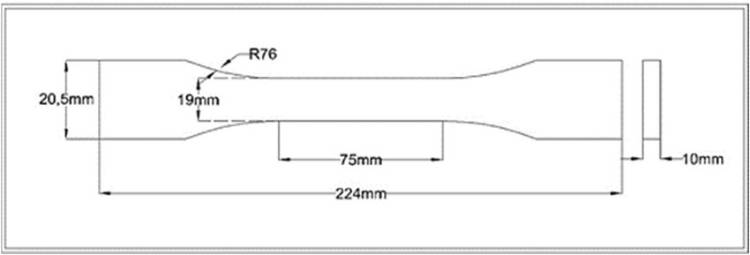
Selain kedua hal diatas, ukuran material juga bisa mempengaruhi proses pembengkokan. Jika ditekuk dengan radius kecil akan terjadi kemungkinan mengalami potongan yang tidak presisi. Begitu pula sebaliknya.
4. Peralatan Pendukung

Peralatan pendukung yang digunakan saat proses pembengkokan juga sangat berpengaruh terhadap hasil. Nah, peralatan pendukung seperti mandrel, clamp, dan cetakan yang baik akan menghasilkan potongan yang berkualitas.
5. Metode Bending
Terakhir adalah metode atau teknik. Metode yang tepat akan sangat berpengaruh terhadap kualitas produk yang dihasilkan. Sehingga seorang ahli tidak akan memilih teknik pembengkokan ini secara sembarangan.
Kesimpulan
Proses pembengkokan adalah proses kerja yang sangat diperlukan dalam dunia industri manufaktur. Proses ini biasanya dilakukan dengan cara menekuk atau membengkokkan objek benda kerja sehingga menghasilkan bentuk yang diinginkan.
Pengerjaan dari proses bending membutuhkan alat khusus. Kehadiran alat bending besi ini juga membantu proses kerja industri menjadi lebih efisien dan hemat waktu. Jadi kegiatan industri bisa berjalan dengan semestinya.
Baca Juga: 7 Bagian Pompa Sentrifugal (Gambar) dan Fungsinya